Hvernig eru skrár búnar til?
| Grundvallarreglan við skráargerð er að skera tennur í málmrönd til að framleiða gróft verkfæri sem getur slitið efni af mýkra yfirborði. |
 | Þó að skrár hafi verið framleiddar í höndunum í hundruð ára, er nú einnig hægt að fjöldaframleiða þær með vélum. Sérhvert ferli fylgir aðferðinni sem lýst er hér að neðan. |
Búðu til autt | |
 | Fyrsta skrefið í því að búa til skrá er að búa til málmræmu sem passar nokkurn veginn við lögun og stærð fullunnar skrár. Þetta er kallað "tómt". |
 | Til að ná þessum árangri er hægt að smíða stálið, bræða það og hella í mót til að storkna, eða kreista á milli tveggja þungra rúlla og skera síðan í æskilega lögun. |
Skjalaglæðing | |
 | Glæðing er ferli þar sem stál er mýkt til að gera það auðveldara að vinna með. |
 | Skráin er hituð þar til hún verður dökkrauð og síðan látin kólna við stofuhita. |
 | Þar sem upphitun málmvinnustykkis getur leitt til aflögunar þess, eftir kælingu er það malað eða sagað í viðkomandi lögun. |
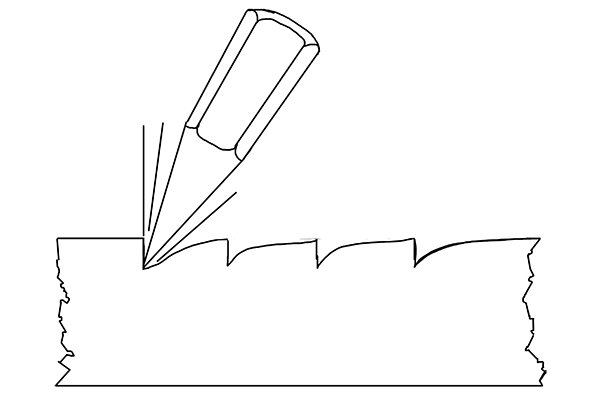
Skera tennur með skrá | |
 | Á þessu stigi, með hjálp meitils, skera tennur í skrána með reglulegu millibili. |
 | Horn tanna er venjulega um 40-55 gráður miðað við yfirborð skráarinnar, allt eftir því hvaða mynstur er skorið í skrána. Þetta horn er kallað "framhornið" á skránni. Nánari upplýsingar sjá Hvað er skráarskurður? |
 | Ef horn tannanna er of þröngt er líklegra að þær festist í yfirborði vinnustykkisins. Ef hornið er of stórt er líklegra að þau brotni og losni af skráarhlutanum. |
 | Sumar skrár er hægt að búa til með neikvæðu hrífuhorni, sem þýðir að tennurnar vísa í raun frá vinnustykkinu, frekar en að því. Í þessu tilviki skera tennurnar ekki efnið, heldur skafa það yfir yfirborðið, skafa af óreglulegum bungum (bungum) og þrýsta klipptu efninu í hvaða örsmáa dæld (lægðir). |
 | Þessar skrár eru venjulega skornar með fínum tönnum og eru notaðar til að framleiða mjög slétt yfirborð. |
 | RaspskurðurRasptennur eru gerðar með því að nota þríhyrningslaga kýla sem sker í gegnum hverja tönn fyrir sig. Fyrir frekari upplýsingar um rasp sjá: Hvað er rasp? |
Skrá herða | |
 | Þegar tennurnar hafa verið skornar þarf að herða eða herða skrána þannig að hún geti skorið í gegnum önnur efni án skemmda. |
 | Skráin hitnar aftur. |
 | Þegar það hefur náð æskilegu hitastigi er það sökkt í stórt saltvatnsbað og kælt hratt. |
 | Þessi hraða kæling veldur því að kornin í sameindabyggingu stálsins verða fíngerðari, sem gerir það erfiðara og gefur því meiri togstyrk. |
 | Þetta ferli er endurtekið nokkrum sinnum til að tryggja að stálið sé nógu hart til að hægt sé að nota það sem slípiefni. |
Lyktarmýking | |
 | Ein hliðaráhrif temprunarferlisins er að það getur gert stálið stökkt, sem gerir það líklegra að það klippist eða brotni þegar það dettur. |
 | Vegna þess að skráarskafturinn er þynnri en restin af líkamanum er þetta hugsanlegur veikur punktur. |
 | Þannig, eftir að restinni af hitameðhöndluninni er lokið, er skaftið hitað aftur og leyft að kólna niður í stofuhita. Þetta mýkir aftur skaftið, gerir það minna brothætt og ónæmur fyrir skemmdum. |
 | Skrár sem fara í gegnum þennan hluta ferlisins eru stundum kallaðar „breytilegar hitameðferðir“. |

