Hvernig eru verkfræðilegar reglustikur gerðar?
efni
Stál, steypujárn og álreglur | |
| Helstu ferli sem stálbein brúnir geta gengið í gegnum til að gera þær hentugri fyrir starf sitt eru: hitameðhöndlun, temprun, skafa, slípa og lappa. Oft eru beinar brúnir úr steypujárni steyptar í þá heildarform sem óskað er eftir og síðan er vinnuflöt þeirra frágengin með því að skafa, slípa eða hnoða. | |
| Ál er oft pressað þar sem það getur verið mjög fljótleg og hagkvæm leið til að búa til hluti. Hins vegar mun pressuðu álreglustiku þurfa vinnslu svipað og steypujárnsreglustiku til að ná þeirri nákvæmni sem þarf fyrir borðplötuna. |
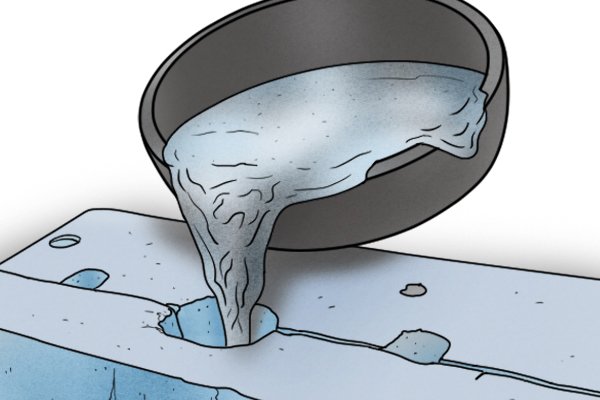
 | CastingSteypa er framleiðsluferli sem felst í því að hella bráðnum málmi í mót þar sem hann kólnar og tekur form móts. Þannig er hægt að búa til mörg flókin form. Steypa getur dregið úr eða í sumum tilfellum útilokað magn vinnslu sem hluti þarfnast. Oftast er þetta gert í járni, þó má einnig steypa stál og ál. |
 | HitameðferðHitameðferð og temprun eru framleiðsluferli sem notuð eru til að breyta eðliseiginleikum málms og annarra efna. Hitameðferð felst í því að hita málminn upp í mjög háan hita og herða hann síðan (hröð kæling). Þetta eykur hörku málmsins en gerir hann um leið stökkari. |
 | skapiHitun fer fram eftir hitameðhöndlun og felur einnig í sér hitun málmsins, en í lægra hitastig en þarf við hitameðhöndlun og síðan hæg kæling. Herðing dregur úr hörku og stökkleika málmsins og eykur seigleika hans. Með því að stjórna hitastigi sem málmurinn er hitaður upp í meðan á temprun stendur er hægt að breyta endanlegu jafnvægi milli hörku og seigleika málmsins. |
 | ÚtpressunExtrusion er sprautumótunarframleiðslutækni þar sem efni er myndað með kýla sem þvingar málm í gegnum mótun. Fylkið hefur lögun sem veitir æskilega þversniðsform fullunnar vinnustykkis. Ál er langalgengasta efnið sem notað er í pressuðu framleiðslu. |
Granít sléttar brúnir | |
 | Granítstokkar verkfræðingsins eru fyrst grófskornir úr stórum granítblokk. Þetta er gert með stórum vatnskældum sagum. Þegar heildarforminu hefur verið náð er frágangur og nákvæmni sem þarf til að nota sem verkfræðilega reglustiku náð með því að mala, skafa eða lappa. |
 | MalaSlípun er ferlið við að nota tengt slípihjól úr slípiefni til að fjarlægja efni úr vinnustykki. Slípihjólið er diskur sem snýst á miklum hraða og vinnustykkið fer meðfram hliðarfleti eða yfirborði hringsins. Hægt er að mala með diskum með kornastærð frá 8 (gróft) til 250 (mjög fínt). Því fínni sem kornastærð er, því betri eru yfirborðsgæði vinnustykkisins. |
 | SópaSlípun er ferli þar sem yfirborð vinnustykkis er fleytt af útskotum til að fá flatt yfirborð. Mala er hægt að gera á hvaða málmhluta sem krefst slétts yfirborðs. |
 | LappingLapping er frágangsferli sem notað er við framleiðslu til að framleiða sléttara, jafnara yfirborð á fullunna vöru. Lapping felur í sér slípandi efnasamband sem samanstendur af slípiögnum og olíum sem eru settar á milli yfirborðs vinnustykkisins og slípunarverkfærisins. Síðan er hringtólið fært yfir yfirborð vinnustykkisins. |
 | Slípandi eðli slípandi líma eyðir ófullkomleika í yfirborði vinnustykkisins og veitir nákvæma og slétta áferð. Algengustu tegundir slípiefna sem notaðar eru við slípun eru áloxíð og kísilkarbíð, með kornstærðir á bilinu 300 til 600. |
Pússa, skafa eða lappa? | |
 | Slípun gefur ekki jafn slétt yfirborð og að slípa eða slípa. Hreinsun er aðeins hægt að framkvæma á málmeyðum, svo það er ekki hægt að nota það til að framleiða granít beinar brúnir. Stærð beinu brúnarinnar mun ákvarða hvort skafa eða lappa gefur betri gæðabeina brún. Að jafnaði er skafa nákvæmara en að lappa langar lengdir, en eina leiðin til að segja með vissu hvaða reglustiku verður nákvæmari er að skoða vikmörk verkfræðistofnaframleiðenda sem þú ætlar að kaupa. |

